

Abstract:
Black chromium plating has been commercially available for over 50 years. The original black chromium plating is described in Mil Std 14538 which deposits black chromium from a hexavalent chromium electrolyte. Over the past ten years, there has been commercial development of black chromium deposits from a trivalent chromium electrolyte. This paper will review the deposit characteristics and operational consideration of these similar, but different chromium plating deposits.
Introduction
Beauty and the Beast (French: La Belle et la Bête) is a fairy tale written by French novelist Gabrielle-Suzanne Barbot de Villeneuve and published in 1740. Our comparison with this presentation will not be on the fairy tale but rather the differences between the trivalent and hexavalent chromium-based black chromium plating processes.
Figure 1 compares the appearance of the trivalent and hexavalent process solutions. On the left is a chromium sulfate-based trivalent black chromium plating process. The solution color is deep blue, the tank is relatively clean, and the solution is stable. We easily decided that this process would be called the Beauty in this presentation.
On the right is a chromium trioxide-based black chromium plating process. The solution color is reddish brown. During electroplating, hydrogen gas evolves, which can create a hexavalent chromium-containing mist. This mist must be controlled with wetting agents and or push-pull ventilation. The hexavalent black chromium, at least for the rest of this presentation, will be referred to as the best.

Figure 1 - A Comparison of trivalent and hexavalent black chromium plating processes.
The objective of this work is to evaluate alternative black chromium electroplating deposits and determine the practical use and suitability of these coatings in interior and exterior automotive and commercial applications. The focus is on physical performance characteristics, including corrosion protection, scratch resistance, stain resistance and appearance of both hexavalent and trivalent-based black chromium deposits. The results should serve as a practical guide for selecting the best combinations of plated coatings to achieve expected performance. We also seek to identify how black chromium deposits compare with other black coating alternatives, including PVD, black powder coat and black electroless nickel.
Background
The patents for black chromium plating date back to 1952. The initial patent related to electroplating black chromium, was issued to Gilbert and Buhman.1 Gilbert and Buhman developed a process utilizing aqueous chromic anhydride and acetic acid to achieve a dark gray to black deposit on rifle parts, artillery parts and military equipment at the Rock Island Arsenal.1 Further patents were filed by Westinghouse Electric in 1956 and Kewanee Oil Company (Harshaw Chemical), issued in 1971.2,3 The Harshaw Chemical patent, eventually was transferred through M&T Chemicals, and is now being sold under the Atotech Chemical tradename Econo-chrome BK.
The first patents for trivalent chromium plating date back to early 1970. Gyllenspentz and Renton of Albright and Wilson; as well as Tremmel of OMI (now MacDermid Enthone), were one of the early pioneers to carry out the development of trivalent chromium electroplating baths. Tremmel’s work focused on utilization of thiazole compounds, whereas Gyllenspentz and Renton’s work focused on use of formate, acetate, bromide and ammonium to achieve a commercially viable deposit.4-7 Moreover, newer commercial processing offering chloride or a sulfate-based chemistry are more commonly used now that are easier to control.
Operational Comparison
Table 1 compares the operating parameters of both the chloride and sulfate versions of the trivalent black chromium and the hexavalent black chromium processes.3 The first and most significant operational difference is in the electrolyte. The trivalent black chromium processes utilize a chloride or sulfate metal salt with chromium for the electrolyte, while the hexavalent black chromium uses chromium trioxide (or chromic acid) for the main component. The trivalent baths operate at a pH range of 2-4 while the hexavalent black chromium operates at a pH of less than 1. The operating temperatures are similar in all three solutions.
Click here to learn: Difference between Trivalent Chromium and Hexavalent Chromium
Table 1 - Operational comparison of chloride Cr(III), sulfate Cr(III) and Cr(VI)
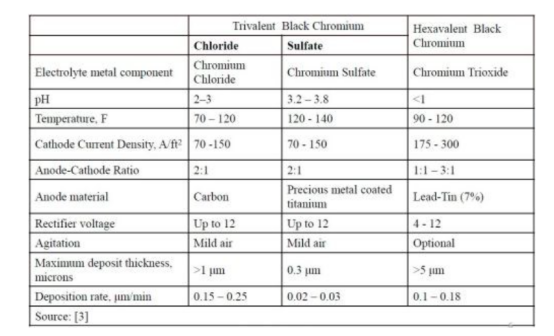
Processes.
As for throw and coverage, the trivalent black chromium processes have good throwing power and will cover parts more completely without the use of special auxiliary anodes. Standard racking designs can be used.
However, this is not the case with the hexavalent black chromium process. The efficiency is poor leading to a lack of throwing and covering power. Without special rack fixturing (i.e., auxiliary anodes), the black chromium deposit will have multiple shades of gray and gray/black, and several chemical constituents need to be balanced for optimum black over the entire current density range.

About CheeYuen
Established in Hong Kong in 1969, CheeYuen is a solution provider for plastic part manufacturing and surface treatment. Equipped with advanced machines and production lines (1 tooling and injection molding center, 2 electroplating lines, 2 painting lines, 2 PVD line and others) and led by a committed team of experts and technicians, CheeYuen Surface Treatment provides a turnkey solution for chromed, painting & PVD parts, from tool design for manufacturing (DFM) to PPAP and eventually to finished part delivery across the globe.
Certified by IATF16949, ISO9001 and ISO14001 and audited with VDA 6.3 and CSR, CheeYuen Surface Treatment has become a widely-acclaimed supplier and strategic partner of a great number of well-known brands and manufacturers in automotive, appliance, and bath product industries, including Continental, ALPS, ITW, Whirlpool, De’Longhi and Grohe, etc.
Have comments regarding this post or topics that you would like to see us cover in the future?
Send us an email at :peterliu@cheeyuenst.com
Post time: Feb-26-2024